●JILVA-170の進捗です ― 2015/08/19 16:34
●JILVA-170をご注文のお客様へ
6月に3台のJILVA-170を納品させていただいて以来2日間しか快晴の夜に恵まれず、Pモーションのテストが滞っていました。まだご注文の半分に満たない数ですが、晴れ間を見つけて10台ほどの合格品が出ましたので、遅ればせながら来週から仕上げを再開してご注文順に納品させていただきます。お客様には納品前にメールを差し上げますので、よろしくお願い申し上げます。
JILVA-170は下の写真のように極軸の主要部だけでPモーションテストができるようになっています。これから合格品に周辺パーツを装着して仕上げとなります。
なお、納期が遅れたお詫びとして、ターンテーブルの上にカメラを2台搭載する 「ベンチアーム」 を贈呈いたしますので、どうぞお使いください。
6月に3台のJILVA-170を納品させていただいて以来2日間しか快晴の夜に恵まれず、Pモーションのテストが滞っていました。まだご注文の半分に満たない数ですが、晴れ間を見つけて10台ほどの合格品が出ましたので、遅ればせながら来週から仕上げを再開してご注文順に納品させていただきます。お客様には納品前にメールを差し上げますので、よろしくお願い申し上げます。
JILVA-170は下の写真のように極軸の主要部だけでPモーションテストができるようになっています。これから合格品に周辺パーツを装着して仕上げとなります。
なお、納期が遅れたお詫びとして、ターンテーブルの上にカメラを2台搭載する 「ベンチアーム」 を贈呈いたしますので、どうぞお使いください。

実際の星のピリオディックモーションテストで合格となったJILVA-170の極軸主要部

ベンチアームで東西にカメラを載せたところ。東西のバランスも合せられます。
●Pモーション測定器とSTAR-TREC
弊社ではPモーションのベンチ測定器は製作済みで、天候に左右されずに室内でPモーションを測定できます。しかし、実際の星空でユーザー様が使用されるようなカメラ機材でPモーションを撮影して測定した方がトラブルも見つけやすく確実なので、今のところはベンチ測定器を使用しないで頑張ろうと思います。下がPモーションをベンチ測定した結果のグラフです。
●Pモーション測定器とSTAR-TREC
弊社ではPモーションのベンチ測定器は製作済みで、天候に左右されずに室内でPモーションを測定できます。しかし、実際の星空でユーザー様が使用されるようなカメラ機材でPモーションを撮影して測定した方がトラブルも見つけやすく確実なので、今のところはベンチ測定器を使用しないで頑張ろうと思います。下がPモーションをベンチ測定した結果のグラフです。
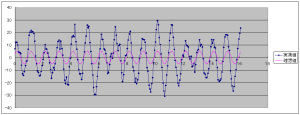
なお、個体ごとのPモーションを測定したら、逆の位相をマイコンにメモリして相殺し精度を向上させることができます。Pモーションはウオームネジまわりで決まることから、搭載重量やバランスやウォームホイールの摺動箇所が変わっても使用年数が経っても、ほとんど変化しない性質があるからです。ユーザーがガイディングして設定するPECと呼ばれる手法ではなく、出荷時に設定済にする手法です。同様なシステムはビクセンさんのAXDという高級な赤道儀に搭載されているようです。
このシステムはSTAR-TREC(STrict ARchived TRackiong-Error Correction)として、まずは新型のPanHead EQに搭載します。Pモーションの精度は3倍程度は向上する見込みです。
●赤道儀には超高精度のウオームギヤセットが必要
この機会にブログの趣旨のとおり中学生向けに簡単にご説明します。
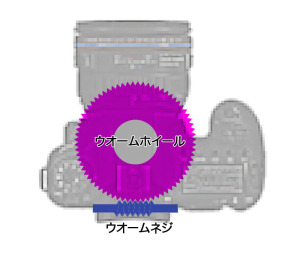
下の図は一般的な小型赤道儀用の半径35mm程度のウオームホイールとカメラを重ねた図です。ウオームネジとの摺動部は撮像素子の位置に描いてあるので動きを想像してください。
通常の機械加工のギヤの精度は良くて20~30μm(ミクロン)程度であると考えてください。 なので、ウオームネジのネジ部に20μmの乱れがあれば、撮像素子上の星は20μm動いてしまいます。ウオームネジ1回転の周期で乱れが繰り返されるのでピリオディックモーション(周期運動)と言われます。20μmはちょうど35mm広角レンズの追尾の許容量になり、Pモーションの表記では±60″(1′)になります。
広角レンズしか追尾できないとは、ずいぶん悪い値ですよね?
市販の赤道儀には、メーカーさんがそれはそれは大変な努力と技術で成し遂げた超高精度のウオームギヤセットが使われています(そうでもないメーカーさんもありますけどね)。夢のような高精度と言っても過言ではありません。それに比べてギヤメーカーから販売されているウオームギヤセットは、通常の加工精度のたんなる減速ギヤですから10倍も精度が悪く、赤道儀用とは似て非なるものです。
もちろん前々回のブログでお話ししたようにPモーションの主な原因は、
①ウオームネジのピッチ誤差(乱れ)によるヨロメキ運動
②ウオームネジ軸受けの精度によるスラスト方向のブレ
③ウオームネジの芯出し誤差による1回転毎のトルク変動
④ウオームネジに付けたスパーギヤの偏芯による速度変動
以上の4種類あって、各々から振る舞いの異なるPモーションが発生し、それらが重なって最終的なPモーションになるため、精度の悪いギヤでも①~④が偶然(または何度も調整して)相殺されれば、そこそこ良い精度になることはあり得ます。逆に高精度のギヤでも悪くなることもあります。
①~④の重なりがどうなるかは予測不能なので、赤道儀の精度は個体ごとに大きくバラツキます。そのため全ての個体でPモーションを測定しないと「Pモーション±○″」 と発表はできません。
JILVA-170だけでなくPanHead EQとSWAT-300/350も全機のPモーションを測定して合格品のみを出荷しています。
●弊社ではウオームホイールを社内生産しています
JILVA-170のウオームホイールとウオームネジのセットをギヤメーカーに依頼したら1セット10万円以下では作れないでしょう。そのうえ赤道儀用には不十分な精度になってしまうので、独自の手法で高精度のウオームホイールを生産しています。PanHead EQもSWATシリーズも同様です。
直径162mmのウオームホイールはジュラルミン製で厚さが3mmしかありません。ジュラルミンにしたのは加工性が良いことの他に、ボディなどのアルミ合金部と同じ膨張係数にして厳寒地で膨張率の違いから回転が渋くならないようにするためです。厳寒地ではグリースの硬化で回転が渋くなると思われていますが、それよりも金属同士の膨張率の違いの方が大きな原因です。
ウオームホイールは上下をアルミ合金でサンドイッチして、-30℃まで硬化しないオリジナルのグリースでべったり貼り付けています。これにより 「極軸にベアリングを入れなくても大丈夫かな?」 と思われるほど頑丈でしっくりと精度よく回転します(もちろんベアリングはちゃんと入れていますよ)。この手法を社内ではGDFWと呼んでいます(Grease Dumped Floating Worm wheel)。
まずレーザーカットでモジュールに応じたサイクロイドカーブの288歯のウオームホイールの母型を作って、それをJILVA-170と同じボディに組み込んで(これが肝心!)、独自のホブ盤で時間をかけて歯切りをします。次にウオームネジと同じ形状にしたS55Cの研磨用ネジを強烈に(煙が出るほど)押し付けて歯を研磨します。これでジュラルミン鍛造のウオームホイールが完成します。そして実機に組み込んでから実機のウオームネジを毎分2000回転で回して最終的なエージングを行ない、仕上げは日周運動の26倍の速度でゆっくりエージングを行なっています。1個作るのに5時間ほどかかります。
ウオームホイールはそれほど高精度の歯面に仕上げる必要はないのですが、ウォームホイールの極軸の芯出しを正確にして、どの場所でもウオームネジに安定して摺動させるためと、ウオームネジを軸受けになじませるために、実機でのていねいなエージングが必要です。
もちろん前々回のブログでお話ししたようにPモーションの主な原因は、
①ウオームネジのピッチ誤差(乱れ)によるヨロメキ運動
②ウオームネジ軸受けの精度によるスラスト方向のブレ
③ウオームネジの芯出し誤差による1回転毎のトルク変動
④ウオームネジに付けたスパーギヤの偏芯による速度変動
以上の4種類あって、各々から振る舞いの異なるPモーションが発生し、それらが重なって最終的なPモーションになるため、精度の悪いギヤでも①~④が偶然(または何度も調整して)相殺されれば、そこそこ良い精度になることはあり得ます。逆に高精度のギヤでも悪くなることもあります。
①~④の重なりがどうなるかは予測不能なので、赤道儀の精度は個体ごとに大きくバラツキます。そのため全ての個体でPモーションを測定しないと「Pモーション±○″」 と発表はできません。
JILVA-170だけでなくPanHead EQとSWAT-300/350も全機のPモーションを測定して合格品のみを出荷しています。
●弊社ではウオームホイールを社内生産しています
JILVA-170のウオームホイールとウオームネジのセットをギヤメーカーに依頼したら1セット10万円以下では作れないでしょう。そのうえ赤道儀用には不十分な精度になってしまうので、独自の手法で高精度のウオームホイールを生産しています。PanHead EQもSWATシリーズも同様です。
直径162mmのウオームホイールはジュラルミン製で厚さが3mmしかありません。ジュラルミンにしたのは加工性が良いことの他に、ボディなどのアルミ合金部と同じ膨張係数にして厳寒地で膨張率の違いから回転が渋くならないようにするためです。厳寒地ではグリースの硬化で回転が渋くなると思われていますが、それよりも金属同士の膨張率の違いの方が大きな原因です。
ウオームホイールは上下をアルミ合金でサンドイッチして、-30℃まで硬化しないオリジナルのグリースでべったり貼り付けています。これにより 「極軸にベアリングを入れなくても大丈夫かな?」 と思われるほど頑丈でしっくりと精度よく回転します(もちろんベアリングはちゃんと入れていますよ)。この手法を社内ではGDFWと呼んでいます(Grease Dumped Floating Worm wheel)。
まずレーザーカットでモジュールに応じたサイクロイドカーブの288歯のウオームホイールの母型を作って、それをJILVA-170と同じボディに組み込んで(これが肝心!)、独自のホブ盤で時間をかけて歯切りをします。次にウオームネジと同じ形状にしたS55Cの研磨用ネジを強烈に(煙が出るほど)押し付けて歯を研磨します。これでジュラルミン鍛造のウオームホイールが完成します。そして実機に組み込んでから実機のウオームネジを毎分2000回転で回して最終的なエージングを行ない、仕上げは日周運動の26倍の速度でゆっくりエージングを行なっています。1個作るのに5時間ほどかかります。
ウオームホイールはそれほど高精度の歯面に仕上げる必要はないのですが、ウォームホイールの極軸の芯出しを正確にして、どの場所でもウオームネジに安定して摺動させるためと、ウオームネジを軸受けになじませるために、実機でのていねいなエージングが必要です。
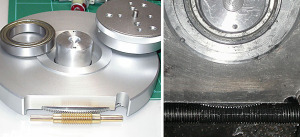
JILVA-170の本体部分。左上は直径40mmの極軸に圧入するベアリング
右はS55Cのウオームネジにモリブデングリースを塗布して歯を高速研磨中
右はS55Cのウオームネジにモリブデングリースを塗布して歯を高速研磨中
●ウオームネジユニットを低コストで作る手法
もっとも大切なウオームネジユニットは、タネ明かしをするとひじょうに安価な手法で作っています。JILVA-170と同程度のウォームホイールの赤道儀を生産するあるメーカーさんは、この部分に5万円のコスト(ウオームネジは別で) をかけているそうですが、とてもそんな手法は採用できません。
心臓部のウオームネジは精密な加工のできる快削黄銅で超精密加工専門の会社に特注しています。軸受けはボールベアリングでは精度に限界があるので、メタルベアリングを用いてウオームネジのハメアイ軸は研磨で仕上げます。反対側はニゲを得るために樹脂のドライベアリングです。モーターのピニオンギヤとウオームネジのスパーギヤも特注品で、軸挿入部は現物合わせで研磨しています。
ここまで徹底するのは、上記の①~④個々のPモーションの発生を少しでも抑えるためです。
ウオームネジユニット本体は一転して安価な手法で、下の写真のL字型の金具をを2個組み合せてユニットを作ります。軸受部は2個組み合せて旋盤加工しますが、調整機構などは一切ありません。各部を研磨しながら“勘”で組み立てて 「こんなにスムーズに回る回転部は経験がない」 ほどのタッチになるまで何度も組み直して、良いタッチにならない場合は破棄処分にします。精度の高いウオームネジユニットを作るためコストに苦しんだ末に生まれたコロンブスの卵的な職人技の手法です。
※下の写真はPanHead EQとSWAT用でJILVA-170はウオームネジやユニットが少し異なります。

PanHead EQとSWAT用のアルミ合金製のL金具と組み上がったウオームネジユニット
SWAT-300/350には、これにグリースバス(グリース溜め)のカバーが装着されます
このような手法で弊社のポータブル赤道儀は作られています。JILVA-170は±4~5″以下のPモーションの個体を出荷するため、Pモーション測定は省略するわけには参りません。ブログを見ていただいた方やJILVA-170のお客様には、なにとぞ厳しいお叱りやご指導をいただき、より完成度の高いポタ赤に発展させて行くことにご協力いただければ幸いです。
※株式会社輝星の運営する「SB工房」はこちらです。
SWAT-300/350には、これにグリースバス(グリース溜め)のカバーが装着されます
このような手法で弊社のポータブル赤道儀は作られています。JILVA-170は±4~5″以下のPモーションの個体を出荷するため、Pモーション測定は省略するわけには参りません。ブログを見ていただいた方やJILVA-170のお客様には、なにとぞ厳しいお叱りやご指導をいただき、より完成度の高いポタ赤に発展させて行くことにご協力いただければ幸いです。
※株式会社輝星の運営する「SB工房」はこちらです。
最近のコメント